管道內孔超音速噴涂碳化鎢涂層技術要求
2019-1-25 19:21:23 點擊:
管道內孔噴涂碳化鎢涂層是有一定難度的,這是因為超音速噴涂碳化鎢一般用于噴涂工件外表面,北京耐默公司研究新型內孔超音速噴涂槍致力解決內孔超音速噴涂對于直徑在500mm以內的狹小空間,得出了以下點管道內孔噴涂碳化鎢涂層的重要條件:

圖(1)噴涂碳化鎢涂層一般是對外表面噴涂
1:用常規超音速火焰噴槍很難實現噴涂狹小空間內表面,因為常規噴槍火焰是軸向噴涂的,不能改變火焰的方向和角度,所以對于內壁或內孔噴涂,只能使用專用的彎頭內孔噴槍,這種噴槍的槍管與燃燒室有個60度或者45度夾角。
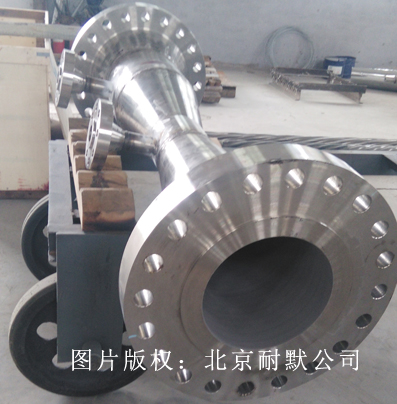
圖(2)管內壁噴涂碳化鎢涂層需要專用的超音速噴涂工裝
2:噴涂內壁常見的內孔超音速火焰噴槍都是采用燃氣燃料,氣體燃料的壓力不高,這種噴槍在燃燒時燃燒室壓力低,形成的火焰速度較低,在噴涂比較狹小的管道內壁或者一些工件的內孔時,噴涂的粒子速度一般在500m/s,粒子撞擊工件表面形成涂層,對于涂層要求結合強度高(大于80Mpa),孔隙率低(小于1%)的狀況,這種燃氣內孔噴槍達不到要求。所以超音速內孔噴涂技術一直是個技術難題,噴涂碳化鎢涂層一定要采用內孔噴槍,不然很難實現管內壁噴涂。
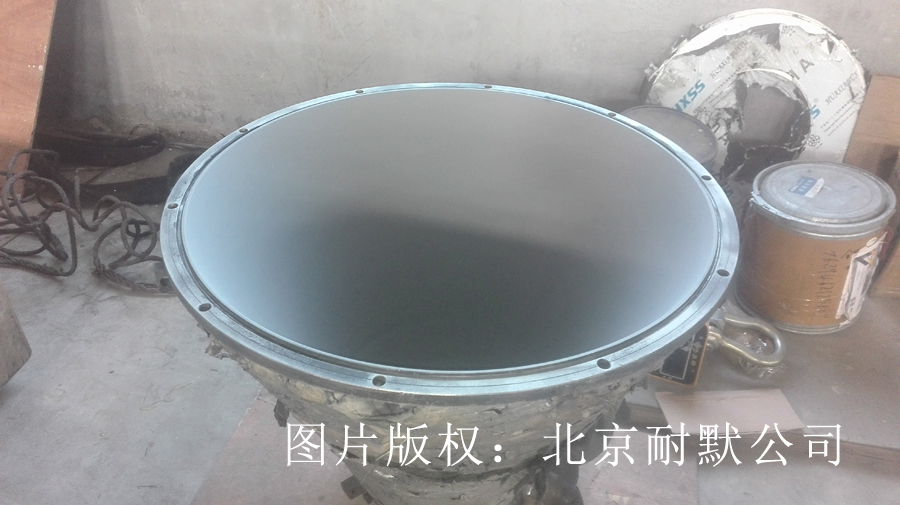
圖(3)工人的智慧是無窮的,在他們不斷的改進摸索下內孔噴涂沒有問題
- 上一篇:機械零件磨損修補使用碳化鎢焊條堆焊 [2022/1/5]
- 下一篇:金屬表面噴涂碳化鎢隔離金屬降低雜質 [2018/12/18]